
上一篇文章提到,相对于普通砂芯,3D打印砂芯具有以下特点:
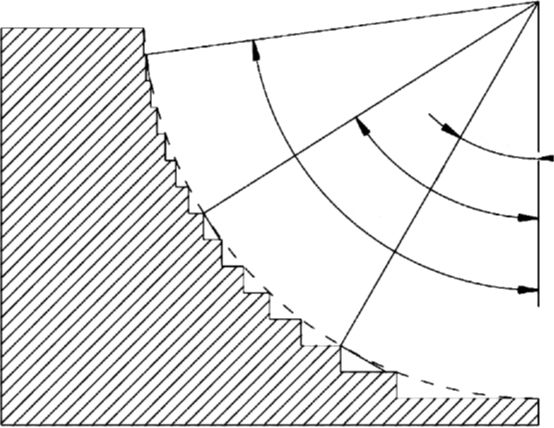
(图片选自 铸钢件3D打印砂型芯用水基涂料的开发与应用 李玲等著)
因此,3D打印专用涂料,应该具有以下特点:
1,由于砂芯多孔多腔、结构复杂,因此多采用浸涂(小砂芯)或流涂(中大砂芯)施涂工艺。这就要求所用涂料具有良好的流平性,无堆积、流痕和滴挂等涂层缺陷,以形成均匀光滑的涂层,达到较好的表面质量。
2,为适应3D打印砂芯孔隙率大且致密性差的特点,要求涂料对砂型(芯)表面覆盖能力强。相对于普通砂芯,3D砂芯所用涂料的渗透性要低些,以维持适当的渗透深度,避免渗透过深造成的不良影响。
3,由于3D打印砂型芯砂粒的间隙较大,涂料中的溶剂或水容易渗入到砂芯中,而涂覆完涂料后,涂层变得致密,在点燃或干燥过程中砂芯中的溶剂或水分不容易排出,会对砂芯强度产生不良影响。因此,涂料的溶剂或水的含量应该尽量低,在保持良好的流变性能的前提下,涂料含固量应该尽量高些。
4,3D打印砂芯表面粗糙,光洁度差,可以通过提高涂料的覆盖能力来得到改善。除了仔细调整涂料流变性能外,在保持涂料良好的流平性能的前提下增加涂料的含固量,也会显著提高涂料的覆盖能力。下面两个图反映了涂料覆盖性好坏对3D砂芯涂层质量的影响。(图片选自 铸钢件3D打印砂型芯用水基涂料的开发与应用 李玲等著)
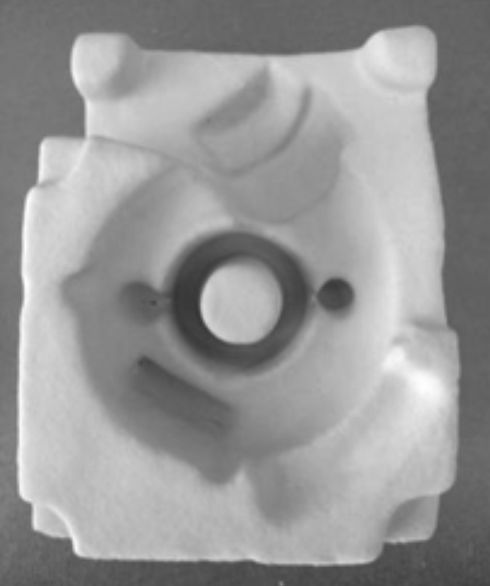
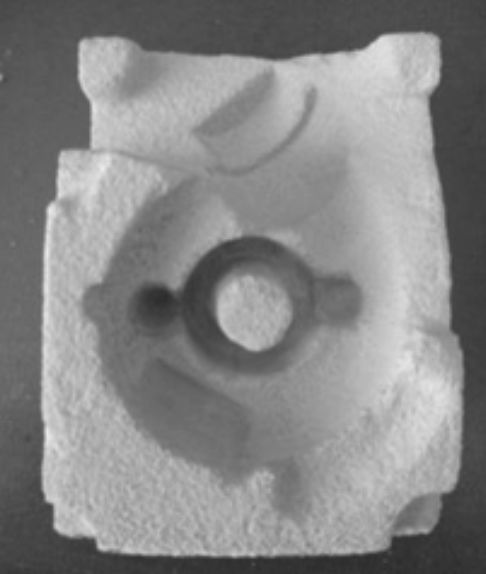
但是,如果只是简单地增加涂料的含固量,会影响到涂料的流变性能,需要在配方设计时综合平衡两者之间的关系,并选择一些化学助剂改善涂料的流平性。
5,3D打印砂型(芯)多为结构复杂,薄壁尖角部位较多,如果使用醇基涂料点燃,容易形成局部过烧,造成砂芯开裂、尖角部位碳化。这种情况下可以考虑利用醇基涂料挥发性好的特点,不点燃而令其自然干燥,并辅以热风帮助涂层形成强度。如果使用水基涂料,当烘干温度过高时,也容易导致薄壁或尖角部位的砂型焦化,因此涂料烘干温度应该维持在比普通砂芯涂料低的水平。有文献建议所用水基涂料的烘干温度为150度。
6,由于砂芯强度低,砂芯表面在操作和搬运时容易被损坏。适当提高涂料的涂层强度,增加涂层厚度,会对砂芯和砂芯表面起到一定的保护作用。
7,3D打印砂芯的树脂加入量大,发气量大,因此除了要求涂料本身的发气性低外,涂料的透气性也应该严格控制。这又分为两种不同的情况:对于大型砂芯且砂芯本身具有良好的排气通道时,涂料的透气性应该低,以便阻止浇注后砂芯/型中产生的气体向液态金属中扩散,从而减少气孔的产生。而对于小型砂芯、排气受限和处于液体金属包围的砂芯,涂料的透气性应该高,促使砂芯中的气体尽早、尽快排入到型腔和金属液中。笔者在“砂铸用的涂料,也需要控制透气性吗?”一文中曾对这个问题做过论述。
前一篇:3D打印砂芯技术
耐火粉料氧化铁含量的控制
既然许多铸铁用涂料中需要额外添加氧化铁,那么是不是铸铁涂料骨料中对铁含量(Fe2O3)的控制就可以放宽呢?或者说,是不是可以采购氧化铁含量高些(价格更便宜)的骨料,同时还可以减少氧化铁粉的加入量?
你用的是哪种波美度计?
常用的波美度计有玻璃质波美度计和钢头波美度计两种,这两种波美度计测量同一种涂料时,读数往往有差别。到底该用哪一种波美度计呢?
砂铸用的涂料,也需要测控透气性吗?
涂层的透气性是消失模涂料的一个非常重要的质量指标,但对于砂型铸造涂料的透气性,人们似乎不大关注。实际上,在以下情况下,也必须测控砂铸用涂料的透气性。
版权所有 © 2025 www.foundrycoating.com 转载请注明来源并附上原文链接
请勿摘录或复制本网站内容并发布至其他网站或嵌入他人文章中,而不注明来源或署名。