
下一篇:3D打印砂芯技术
再下一篇:3D打印砂芯专用涂料
3D打印,又称增材制造(Additive Manufacturing,AM),是融合了计算机辅助设计、材料加工与成型技术, 以数字模型文件为基础,通过软件与数控系统将专用的金属材料、非金属材料或医用生物材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,从而制造出实体物品的制造技术。
在了解铸造砂芯的3D打印技术之前,先向大家介绍一些目前工业(不限于铸造)上主流的3D打印技术:
1、FDM技术,也叫“熔融沉积”技术。
工作原理:加热头把热熔性材料(ABS树脂、尼龙、蜡等)加热到临界状态,呈现半流体性质,在计算机控制下,沿CAD确定的二维几何信息运动轨迹,喷头将半流动状态的材料挤压出来,凝固形成轮廓形状的薄层。当一层完毕后,通过垂直升降系统降下新形成层,进行固化。这样层层堆积粘结,自下而上形成一个零件的三维实体。我们在玩具店文具店常见的可以打印模块和卡通模型的所谓3D打印机,就属于这类。(亦称为FFF,融丝制造)。
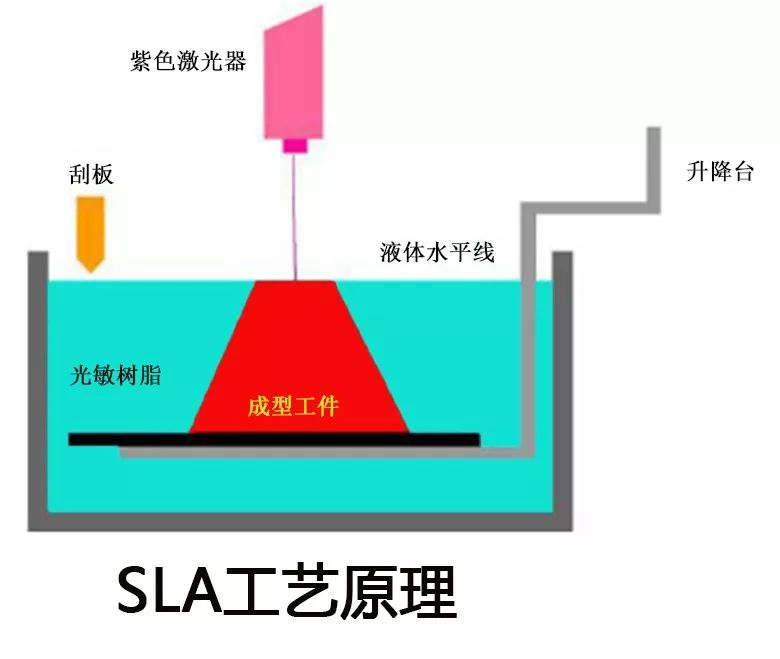
2、SLA技术,也叫“立体光固化成型”技术。
工作原理:激光光束通过数控装置控制的扫描器,按设计的扫描路径照射到液态光敏树脂表面,使表面特定区域内的一层固化后(激光束照射树脂后会形成固态),然后制作平台下降一定的距离(0.05-0.025mm之间),再让固化层覆盖上另一层液态树脂,以此循环往复,直到最终模型的完成。
3、3DP技术,即三维打印黏结成型、喷墨沉积,也被称为粘合喷射(Binder Jetting)、喷墨粉末打印(Inkjet Powder Printing)等。
工作原理:就像一台过去的桌面2D打印机。其过程与选择性激光烧结(SLS)技术有点类似,但是它并不用激光来烧结材料,而是使用一个喷射打印头在材料粉末上面喷射液体粘合剂。喷一层,然后再铺上一层薄薄的材料粉末,如此反复,直到产品制作完成。被粘合剂喷到的粉末颗粒粘合在一起,形成三维实体,而没有被喷射到的粉末依然松散状态,在成形过程中起支撑作用,成形结束后被去除。
4、SLS 技术,(selective laser sintering)即选择性激光烧结 。
SLS工艺使用的是红外激光束,材料则由光敏树脂变成了塑料、蜡、陶瓷、金属或其复合物的粉末。先将一层很薄(亚毫米级)的原料粉未铺在工作台上,接着在电脑控制下的激光束通过3D扫描器以一定的速度和能量密度,按分层面的二维数据扫描。激光扫描过的粉末就烧结成一定厚度的实体片层,未扫描的地方仍然保持松散的粉末状。
在制造金属部件时,除了使用SLS技术外,还可以使用SLM(selective laser melting)全称选择性激光熔融的技术。两者的区别是,SLS技术通过激光对材料粉末进行照射,将其中的的特殊添加材料融化使之起到粘结剂的作用,从而将金属粉末结合成型;SLM技术通过激光器对金属粉末直接进行热作用,使其完全融化再经过冷却成型。
3D打印铸造砂芯 的主要制造工艺有两种,分别应用了3DP和SLS的技术原理。 我们将在下面文章中继续介绍。
声明:本文所引用的图片和视频,除已注明来源外,均来自网络,原始出处无法查证。如有侵权,请与我们联系,我们将第一时间删除相关内容或补充注明来源。
下一篇:3D打印砂芯技术
再下一篇:3D打印砂芯专用涂料
耐火粉料氧化铁含量的控制
既然许多铸铁用涂料中需要额外添加氧化铁,那么是不是铸铁涂料骨料中对铁含量(Fe2O3)的控制就可以放宽呢?或者说,是不是可以采购氧化铁含量高些(价格更便宜)的骨料,同时还可以减少氧化铁粉的加入量?
你用的是哪种波美度计?
常用的波美度计有玻璃质波美度计和钢头波美度计两种,这两种波美度计测量同一种涂料时,读数往往有差别。到底该用哪一种波美度计呢?
砂铸用的涂料,也需要测控透气性吗?
涂层的透气性是消失模涂料的一个非常重要的质量指标,但对于砂型铸造涂料的透气性,人们似乎不大关注。实际上,在以下情况下,也必须测控砂铸用涂料的透气性。
版权所有 © 2025 www.foundrycoating.com 转载请注明来源并附上原文链接
请勿摘录或复制本网站内容并发布至其他网站或嵌入他人文章中,而不注明来源或署名。